[신생산혁명] (18) 보광 기흥공장..정밀도 미크론단위 목표
-
기사 스크랩
-
공유
-
댓글
-
클린뷰
-
프린트
캐치프레이즈다.
주생산 품목인 VTR용 헤드드럼의 오차를 1천분의 1mm(미크론)이하로
끌어내리자는 운동을 펴고 있는 것. 헤드드럼의 품질을 좌우하는 것은
다름아닌 정밀도이기 때문이다.
예컨대 지름 62mm, 두께 13mm의 알루미늄 원판을 헤드드럼으로 가공
하는데 허용되는 공차는 커봐야 3미크론이다.
비디오 테이프와 맞닿는 헤드 표면의 경우엔 오차가 0.8미크론 이상이
되면 영낙없는 불량품이 돼버린다.
머리카락 하나의 굵기가 50미크론인 것을 감안할 때 "헤드 표면은 사람
손이 닿기만해도 흠집이 생기기 때문에 세심한 주의가 필요하다"
(정태덕이사)는 설명이 쉽게 이해된다.
보광은 미크론 단위의 정밀도를 얻기위한 "전쟁"의 "무기"로 자동화를
택했다.
초기 투자비가 좀 들기는 해도 모든 공정을 기계가 대신하도록해 사람의
손이 닿을 기회를 "원천봉쇄"하는 것.궁극적으론 "돈을 벌어주는 가장
확실한 길"이란 판단에서였다.
황삭, 중삭, 정삭등 크게 3단계로 나눠지는 공정에서 사람의 손이 필요한
경우는 각 공정에 재료를 투입할 때 뿐이다.
작업자가 알루미늄 원판을 방향선별기에 집어넣으면 자동공급장치
(In Line System)가 라인별로 3개씩 있는 수치제어공작기계(CNC)에 원판을
일정한 방향으로 집어넣는다.
수치제어기계는 입력된 자료에 따라 원판을 깎고 구멍을 내기만하면
된다.
"예전에는 공작기계에 원판을 넣고 빼고 하는 일을 사람이 했으나 지금은
기계가 자동으로 셋팅한다"(서승태관리부장). 사람이 관여할 수 있는 것은
공작기계의 이상여부 판단과 만들어지는 제품의 품질검사. 50m에 불과한
라인 중간중간에는 3차원측정기등 첨단기기가 동원된다.
작업자는 단순히 기계를 조작해 불량 여부를 가리기만 하면 된다.
품질검사조차도 자동화했다는 얘기다.
모든 과정에 80여대의 기계가 사용되지만 투입과정과 검사과정등에
필요한 인원은 모두 18명에 불과하다.
지켜보고 간단한 조작만으로 품질검사까지 마치기 때문에 야간작업이라도
어려움이 없다.
때문에 이 회사는 2개조를 교대로 근무토록해 24시간 공장을 가동한다.
지난 92년 월 5만개를 생산할 때 사무직을 포함해 1백40명이 필요했지만
월 20만개를 생산하는 지금은 80명에 불과하다.
"이 정도 규모로 생산하기 위해서는 적어도 1천명은 필요하나 자동화는
인력수급의 어려움을 순식간에 해결했다"(김병천사장). 자동화가 24시간
공장가동을 가능케한 효과만 낸 것은 물론 아니다.
불량률을 낮추는데도 한몫 했다.
지난해말까지 44억3천만원을 들여 자동화 설비를 완성한 뒤 올해 상반기
불량률은 0.25%수준이 됐다.
작년 이맘때는 그 두배인 0.5%선이었다.
이렇게 불량률이 뚝 떨어지면서 "보광산 헤드드럼=품질보증"이란 레테르를
덤으로 얻는 수확이 뒤따랐다.
납품업체 품질검사에 까다롭다는 LG전자에서 보광이 납품하는 제품에
한해서는 품질검사를 면제키로 한 것. "여타 업종의 허용오차가 1백분의
1 인 점을 감안하면 미크론 단위인 우리의 불량률은 1백ppm에 근접했다고
해도 무방하다"(이종국공장장)는 자신감도 무리는 아니다.
지금 보광은 허용오차 0.1미크론인 헤드드럼 샤프트 생산을 목표로
설비투자에 집중하고 있다.
일본제품의 저가공세에 밀려 지난 88년 각고의 노력끝에 개발한 샤프트
생산을 포기해야 했던 쓰라림을 되갚아주기 위해서다.
<기흥=정태웅기자>
(한국경제신문 1995년 8월 10일자).

-
1
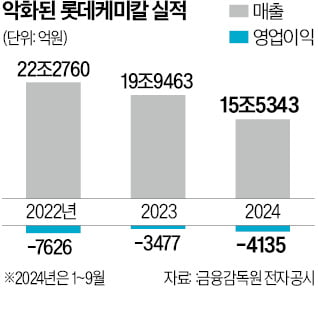
롯데, 주력 계열사 실적 부진에 임원 급여 최대 30% 자진반납
실적 부진으로 경영난을 겪는 롯데그룹 내 주요 계열사 임원들이 책임경영 차원에서 이달부터 급여 일부를 자진 반납하기로 했다.11일 유통·화학업계 등에 따르면 롯데그룹 지주사인 롯데지주와 롯데케미칼, 롯데...
-
2
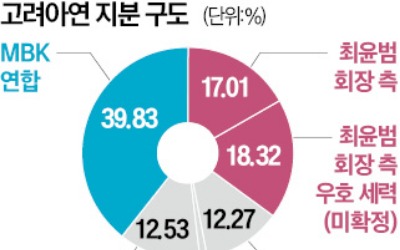
MBK파트너스와 영풍 연합이 지난달 공개매수가 끝난 직후 고려아연을 꾸준하게 장내매수한 것으로 나타났다. 이로써 고려아연 지분 1.36%를 추가 확보했다. MBK 연합의 의결권 기준 지분율이 45%를 넘었다. 사실상...
-
3
비트코인, 사상 첫 8만1000달러 돌파…선물 프리미엄도 급등
비트코인이 사상 처음으로 8만1000달러를 넘어섰다. 비트코인의 향후 상승에 베팅하는 선물 프리미엄도 급등, 파생상품 거래소인 데리빗에서 11일(현지시간) 90000달러를 넘는 비트코인 선물 미결제 약정이 28억달러...
